| Главная |
| Поиск по сайту |
| Полезные ссылки |
| Главная |
| Поиск по сайту |
| Полезные ссылки |
<<предыдущая страница Оглавление книги следующая страница>>
Станок для обвязки шлангов проволокой
Для подачи сжатого воздуха и различных жидких сред в пневматические и гидравлические цилиндры применяются гибкие дюритовые шланги, имеющие обычно на концах соединительную арматуру, например штуцерные соединения или резьбовой наконечник. Надежность соединения гибкого шланга с штуцером обычно обеспечивается наконечником с кольцевыми канавками типа «ерш». Кроме того, наружную поверхность шланга в месте нахождения наконечника обжимают на прессе кольцом или обвязывают проволокой. Ручная обвязка малопроизводительна и не всегда выполняется качественно.
Станок для обвязки шлангов, обеспечивающий качественную механическую затяжку проволоки на шлангах диаметром до 250 мм, представлен на рис. 67. На станине 1, сваренной из профильной стали, смонтированы узлы станка и станция управления. Пневмоцилиндр 13 затягивает проволоку на шланге цилиндра 4 и приводит в действие режущие ножницы, подвижный нож 9 которых посредством муфты 5 и пальца соединен со штоком цилиндра. Неподвижный нож 10 установлен в пазу корпуса 8.
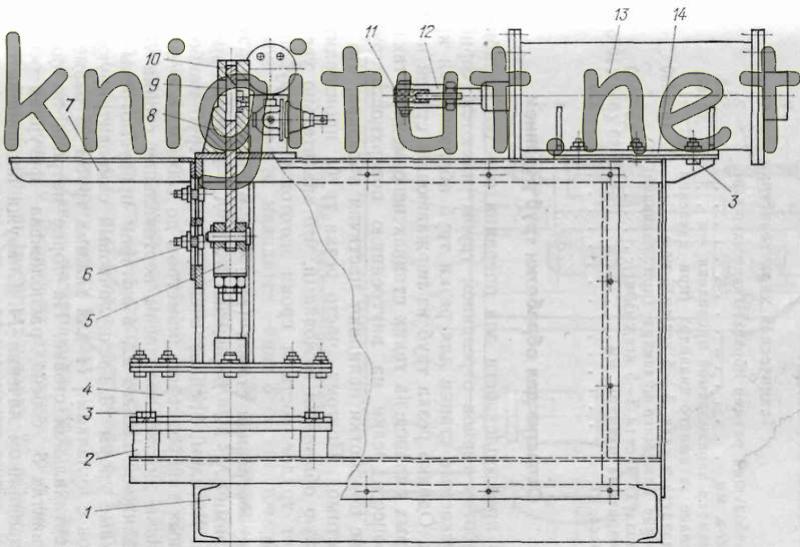
Рис. 67. Станок для обвязки шлангов проволокой
Цилиндр 13 имеет на штоке захватный узел 12, состоящий из двух эксцентриковых кулачков 11 с рукоятками, при повороте которых проволока фиксируется в захватном узле. Для повышения надежности этой фиксации кулачки захватного узла имеют рифление и термообработаны до твердости HRC 56.60.
Оба цилиндра жестко закреплены на плитах 2 и 14 станины болтами 3 с гайками. Кронштейн 7 имеет продольный паз для установки съемного приспособления, поддерживающего обрабатываемый шланг.
После накидывания на шланг требуемого количества витков затягивающей проволоки ее концы проводят через паз корпуса 8 режущих ножей 9 и 10, не приводя их в действие. Затем концы проволоки закрепляют в захватном узле затяжного цилиндра 13.
Манипулятор станции управления приводит в действие шток, и захватный узел 2 начинает тянуть проволоку, обжимая ее на обрабатываемом шланге. Далее проволока фиксируется известными методами, и ножи перерубают ее концы.
Техническая характеристика
Наибольший размер обрабатываемых шлангов, мм 250
Диаметр завязываемой проволоки, мм до 12
Усилие затяжного цилиндра (при давлении воздуха в сети, 3 — 5 кгс/см2), кг/с до 1400
Усилие режущего цилиндра (при давлении воздуха в сети 3—5 кгс/см), кг/с до 2500
Габаритные размеры, мм 1680x660x1075
Масса, кг 320
return_links(); ?>